 |
超音波軸力計によるボルトの軸力測定サービス |
 |
(財)日本高圧技術協会の講習会テキストから抜粋 |
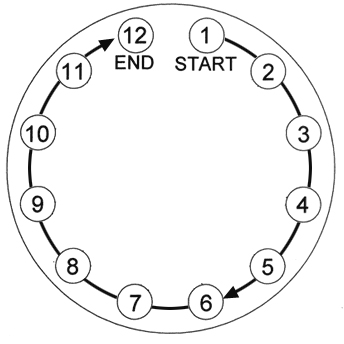
| 現在、配管施工の現場において一般的に良く知られており、また用いられている方法としてフランジローテーションを起こさないようフランジを対角上に、また、段階的に締付けトルクを上げていくという方法がある。これの代表的な方法として前述のASMEにより提案されている締付け手順がある。 しかし、この締付け手順は、ボルト1本締付けるたびにトルクレンチをフランジの対角上まで移動しなければならない、徐々に締付けトルクを上げていくことから複数の締付けトルクを管理しなければならず、そのために所望の軸力を得るまでに多数回締付けなければならない、と非常に労力を必要とする。 その為に、施工現場で実際にASMEの締付け手順を行うのはかなり困難であり、もう少し簡便かつ確実な締付け方法が必要である。 そこで本稿ではASMEの提案する手順を踏まえ、表Dに示す締付け方法を推奨する。新方法の表Dは実際に20インチフランジを用いてボルト締め付け実験を行った。その結果Dの方法で十分の締付け力がより均一に得られた。したがって、ASMEの星型締付け法に対して、本稿で示すDの方法での締付けでも可能であり、締付け時間が節約される可能性が高い。 表Dはその締付け方法を示す。DではASMEの手順と同様に目標締付けトルクの10%での締付けを経た後に、目標トルクの100%で締付けた。 |
| Round | 締付け方法 |
| Install | 手で軽く締付け、その後スナッグトルク(目標締付けトルクの10%)で時計回りに締付ける。 |
| (Round1) | 時計回りに目標締付けトルクの100%で締付ける。 |
| (Round2) | 時計回りに目標締付けトルクの100%で締付ける。 |
| (Round3) | 時計回りに目標締付けトルクの100%で締付ける。 |
| Round4 | 時計回りに目標締付けトルクの100%でナットが回転しなくなるまで締め続ける。 |
| Round5 | 4時間以上経過した後、Round4と同様の方法で締め続ける。 |
| 油圧トルクレンチ:(トルク管理工具) 電動トルクレンチ:(トルク管理工具) |
ボルトテンショナーのレンタル価格 ボルトテンショナー:(軸力管理工具) 油圧ナット:(軸力管理ナット) |
 |
| 〒651-2404 兵庫県神戸市西区岩岡町古郷255-6 |
|||
| メール:info@plarad.net TEL:078-967-3556 FAX:078-967-3567 | |||